|
|
|
|
Industrial Automation Switches & Devices
Antaira provides a wide range of industrial automation switches and devices that support manufacturing and process automation—making it easier, safer, and more cost-effective to maintain and operate.
Download
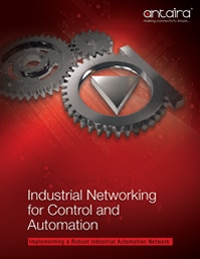
Agriculture Technology
Applications
Antaira’s M12 series of industrial switches do all of the above, as well as provide dust and water tight connections allowing the industrial Ethernet switch to be mounted in places where few other devices would survive. While this solution would run all on its own, a wireless radio can be added to the solution to transmit the general health of the vehicle when it returns to the barn for refueling or recharging.
Challenges
- Factory environment with harsh conditions
- High-speed connectivity is required to move the data from the cameras to the processor back to the actuators performing the various tasks
- Vibration and shock resistance helps maintain a working system when rolling across farm fields all day
- M12 connectors keep dust and water away from sensitive connections
- Creating a partnership so critical information is quickly available for the design of the network
- Having a network switch that doesn’t need to be in an enclosure for protection allows for quick maintenance or design change
- PoE provided by the Ethernet switch to power the cameras - special low voltage industrial PoE switches must be used
Application Requirements
- Harsh environment industrial grade networking devices
- IP67 rated switch
- 10 gigabit fiber
- Vibration and shock resistance
- High working temperature design
- 12-24 volt DC input power
- Wireless connectivity when back at the barn
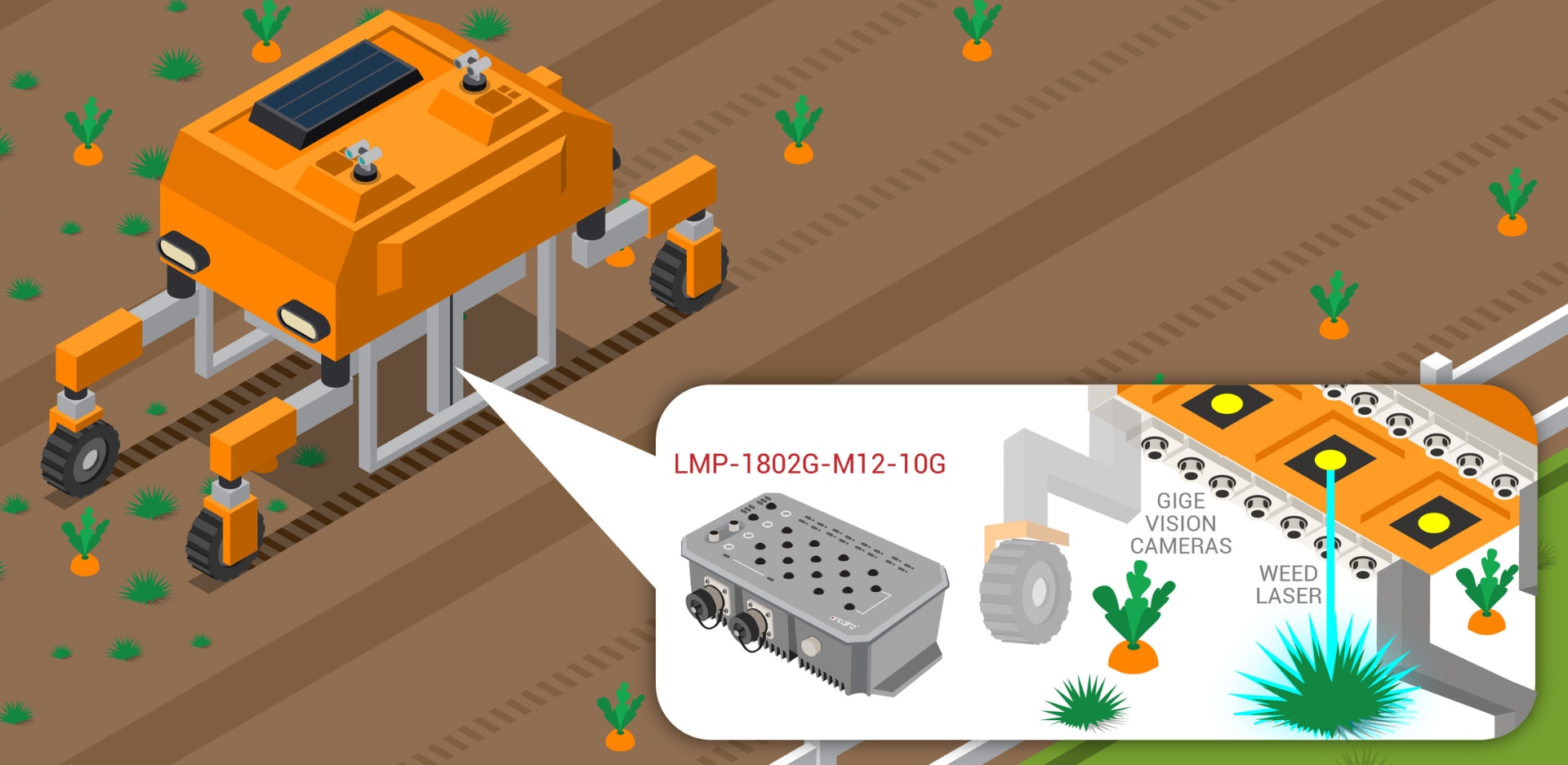
Autonomous Forklift
Applications
Online purchases are rapidly increasing which has led to warehouses being utilized to house products of all sizes more than ever. Reducing warehouse labor costs and increasing operating efficiencies has never been more important. Automated warehouses have become required to keep costs down. With automated technology in place, it has allowed for faster and efficient delivery services.
Challenges
- Having a reliable connection from the forklift to the wireless access point
- Industrial Ethernet connectvity within the forklift
- Maintaining critical data within the warehouse being sent back to a PC
Application Requirements
- Efficient, reliable networking connectivity between the forklifts and core communication components
- A power-efficient wireless device with a low power usage so that power is available for other needs
- Small network switch to interconnect positioning sensors, wireless communications, and industrial computers
- Equipment must be able to hold up to vibration created by the moving forklift
Key Product
- AMS-2111
Industrial Wireless Access Point/ Bridge/ Repeater - LNX-500A
Industrial Unmanaged Ethernet Switch
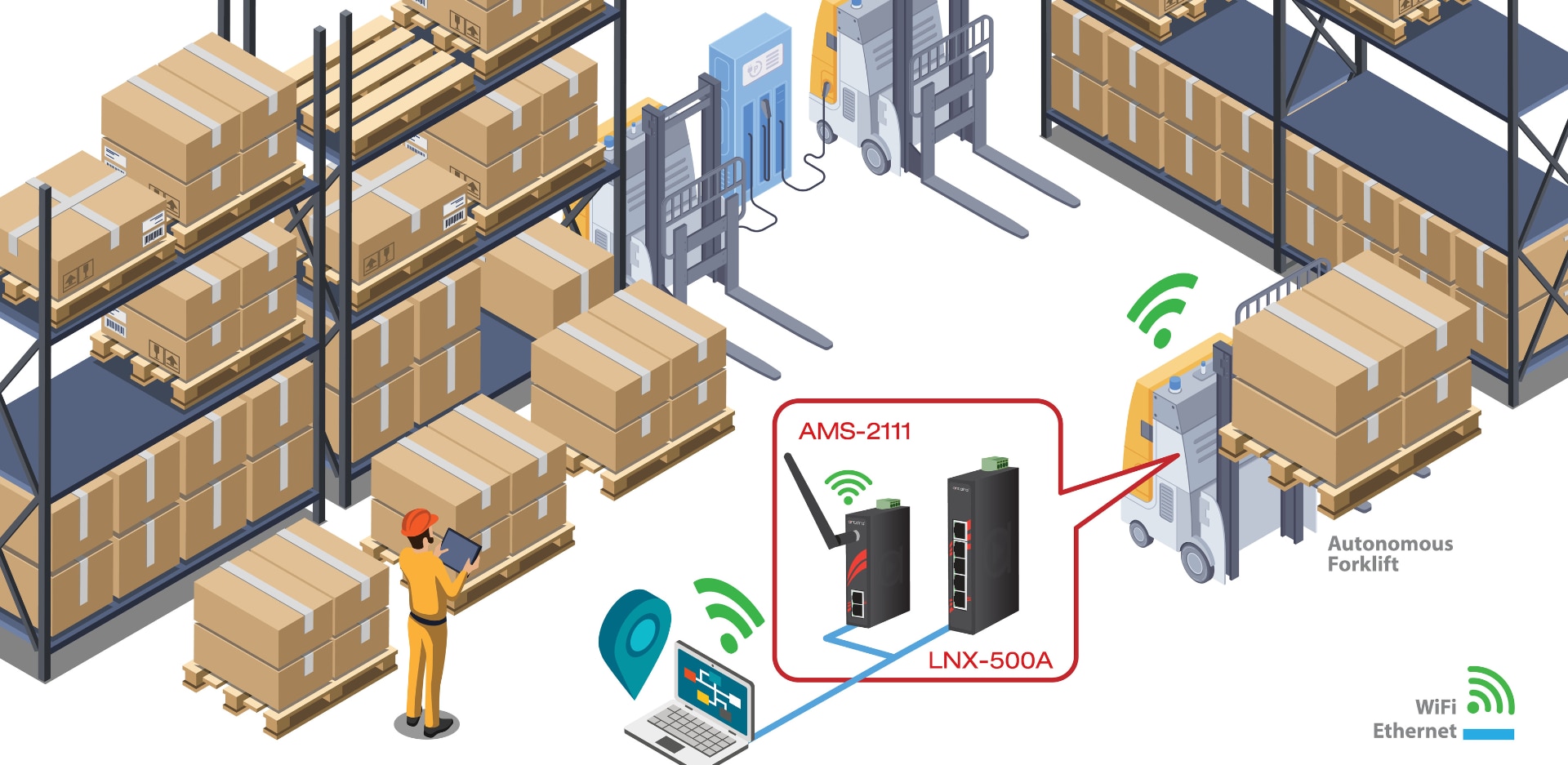
Factory Automation - Assembly Line
Applications
Machine Vision is becoming much more critical in automation applications, especially where robotics is involved. GigE Vision is a global standard communication protocol that has been adopted by machine vision camera manufacturers. While GigE Vision allows for faster image transfers using standard cabling, the bandwidth requirements are significantly greater than previous generations of machine vision cameras. In addition, in order to simplify wiring, many GigE Vision cameras will use PoE for power so only one cable needs to be run. Aggregating multiple GigE Vision cameras into one link into the Industrial PC (IPC) will often require a 10G link from the PoE switch to the IPC running the software.
Challenges
- Industrial factory environment with harsh conditions
- M12 Ethernet connectors keep dust and water away from sensitive connections
- High-speed connectivity is essential to move data from the machine vision cameras to the processor
- PoE power provided by the industrial switch to power the high-speed cameras. A special low voltage industrial PoE switch must be used
Application Requirements
- Harsh environment industrial grade networking devices
- IP67 rated switch
- 10 gigabit fiber
- Vibration and shock resistance
- 12-24 volt DC input power
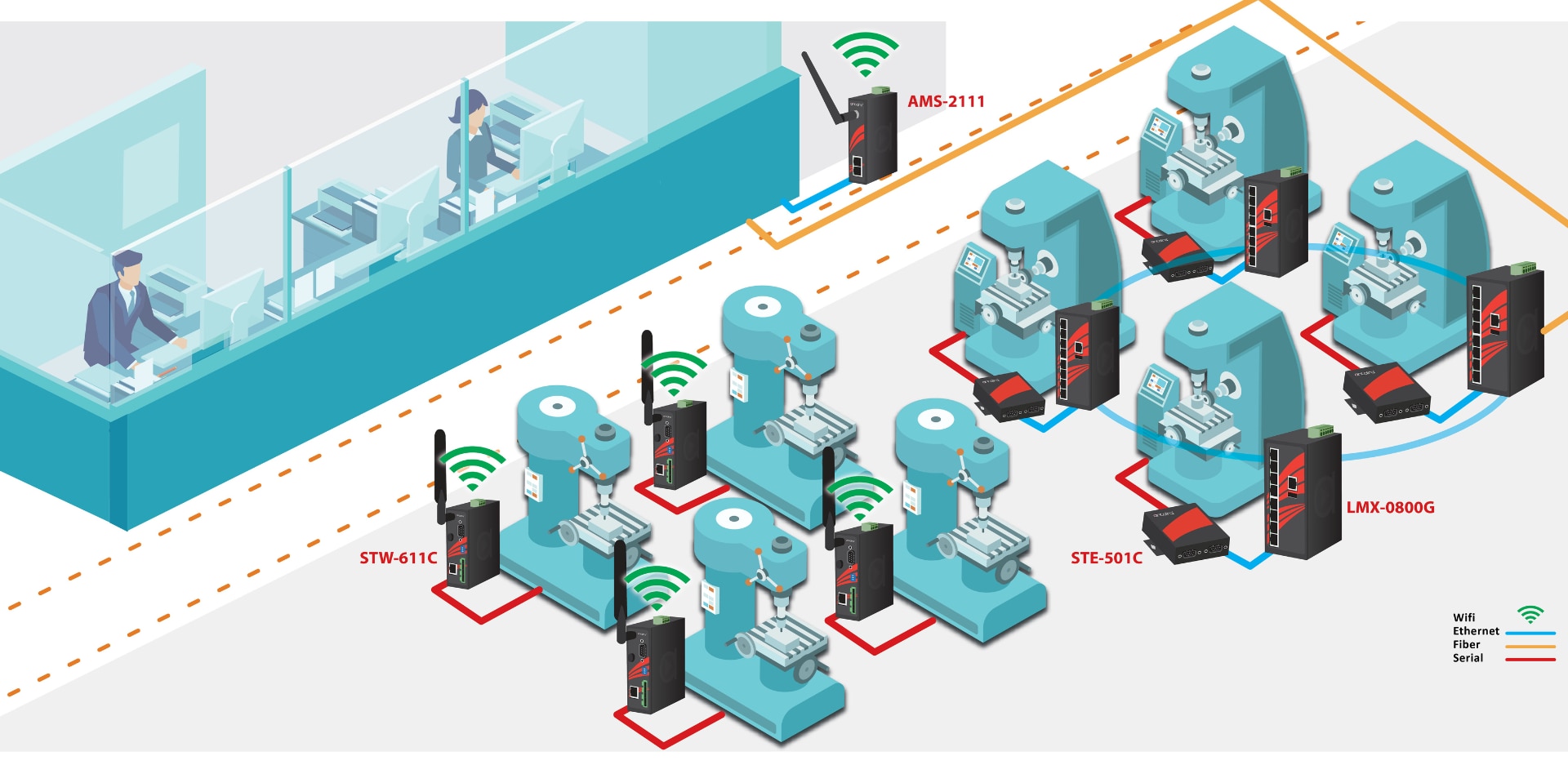
Factory Automation - CNC Machine
Applications
To improve efficiency and remote management on the CNC shop floor, industrial networking is required from both device level and infrastructure level. Implementing an industrial serial communication device server can replace the front-end PC, eliminate manual monitoring processes, and provide remote management. A Virtual COM Driver, provided with most serial device servers today, can provide continued use of existing application software found on the shop floor.
For network infrastructure, there are two types of connectivity solutions: hardwiring or wireless. A hardwired Ethernet for plant automation can incorporate network redundancy through a ring topology to ensure that connectivity and data will not be lost. Wireless networks for industrial automation can be beneficial if the locations of the machines require relocation regularly.
Challenges
- Factory environment with harsh conditions
- Legacy serial equipment networking capability
- Cable installation time
- Cable distance restrictions
- Reliable data communication
- Long lasting MTBF networking equipment
- Flexible network layout
Application Requirements
- Harsh environment industrial grade networking devices
- Capability to connect legacy serial devices to TCP/IP network
- Seamless and reliable data transmission
- Redundant network with fiber link
- Rapid deployment
- Ease of use network configuration user interface
- Shock & vibration resilience
- High MTBF and wide operating temperature range support
Key Products
- STW-611C
Industrial Serial to Wireless Device - AMS-2111
Industrial Wireless Access Point/ Bridge/ Repeater - LMX-0800G
Industrial Managed Ethernet Switch - STE-501C
Industrial Serial to Ethernet Server
Food and Beverage
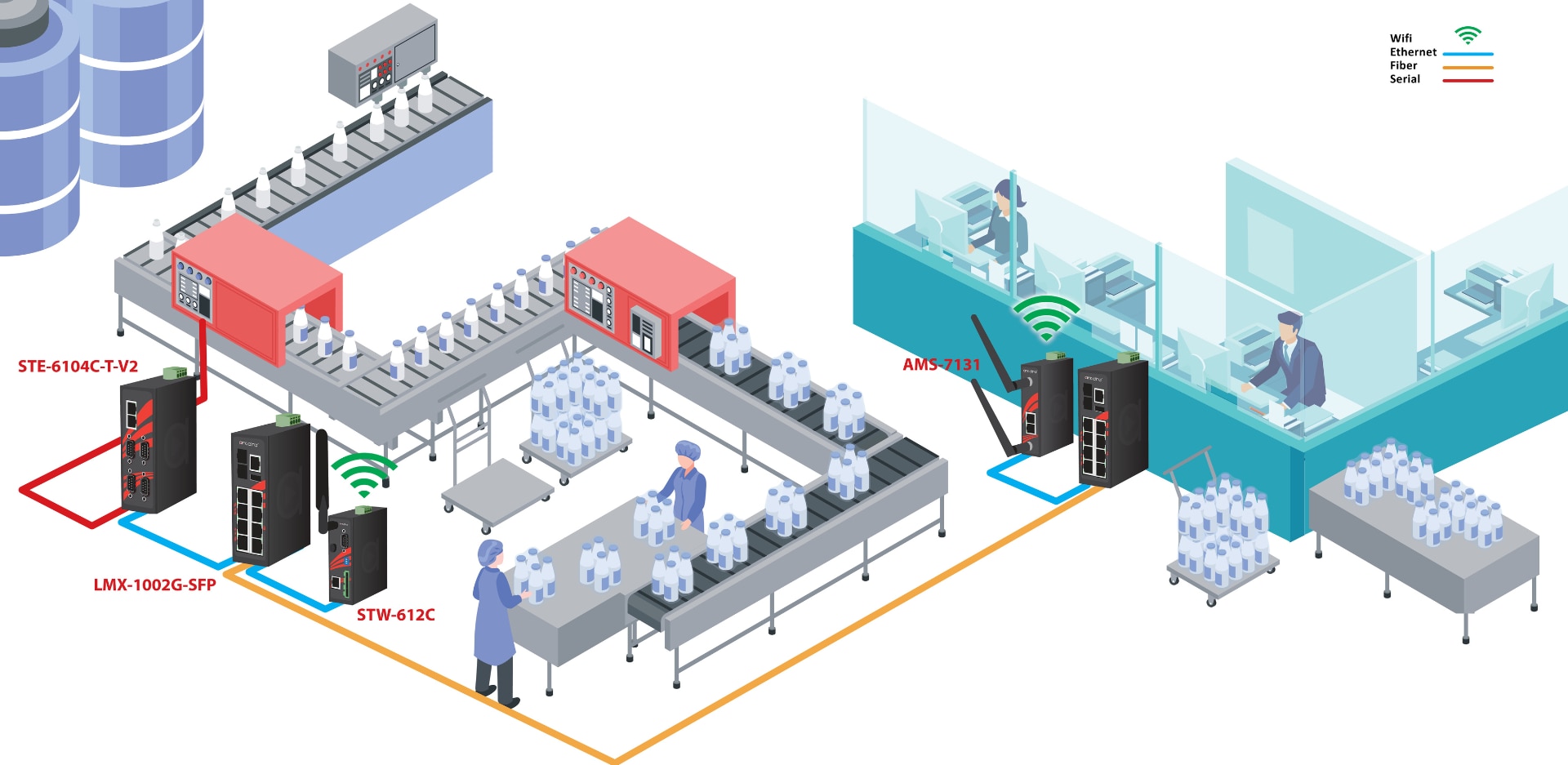
Applications
Today, equipment suppliers are providing new industrial Ethernet-based equipment and IP based application software and no longer provide further support for legacy serial-based devices. With this mixture of industrial Ethernet switches and serial communication devices, it is difficult to monitor production processes. A serial-to-Ethernet device server can provide Real COM drivers or socket tunneling for legacy equipment connection in TCP/IP format. A reliable Ethernet network has become a critical part of a bottling plant’s infrastructure, due to harsh environments. Industrial managed Ethernet switches with fiber-optic solutions can be used to overcome this concern, because of their reliability, long lasting industrial grade design, and data transmission immunity. Layer 2 managed switches with data routing software can also increase the determinism of a bottling plant’s control network. A built-in ring redundancy feature eliminates any downtime concerns, and event handling software functions can send out alert emails to improve real-time monitoring and management.
Furthermore, some production areas in the facility might have cabling restrictions. In these instances, industrial wireless solutions (IEEE 802.11) can be considered, not only for its flexibility but also for its rugged wireless network signal sharing and built-in data management software.
Challenges
- Extreme temperature and humidity concerns
- Open network technology standard
- Legacy equipment
- Real-time data transmission
- EMI (Electromagnetic Interference) environment
- Redundant network for 24/7 operation
- Long lasting MTBF equipment
Application Requirements
- Harsh environment industrial grade networking equipment
- Capability to connect legacy serial devices to TCP/IP network
- Fiber optics to prevent EMI
- Rugged wireless communication solution
- Reliable data routing with built-in network management software
- Self-healing redundant network support
- Shock & vibration resilience
- High MTBF and wide operating temperature range support
Key Products
- LMX-1002G-SFP
Industrial Managed Ethernet Switch - STE-6104C-T-V2
Industrial Serial to Ethernet Device Server - STW-612C
Industrial Serial to Wireless Device - AMS-7131
Industrial Wireless Access Point/ Client / Bridge / Repeater
Machine Vision
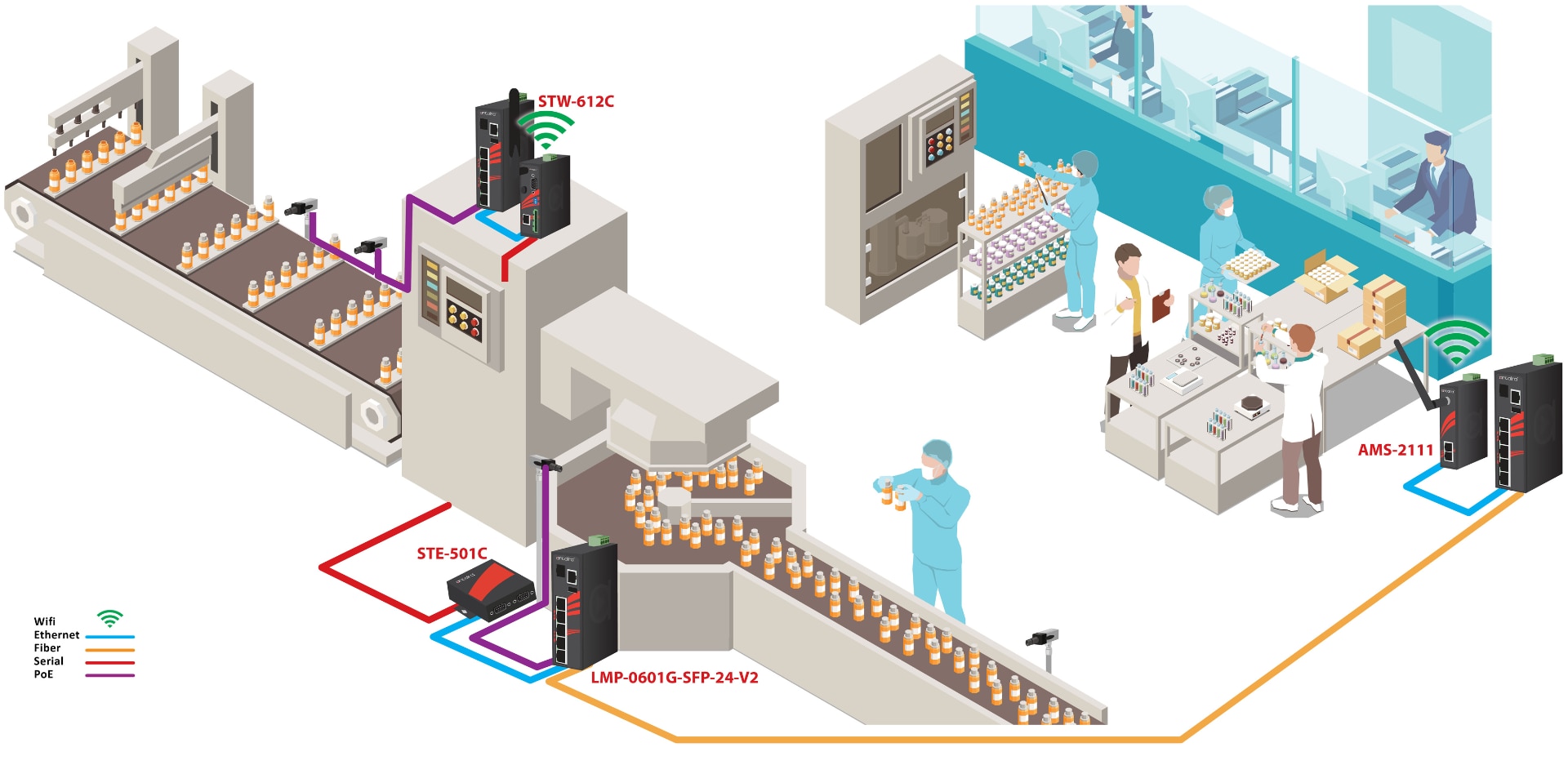
Applications
The latest generation of machine vision systems offer substantial improvements by providing industrial Ethernet switches and other Ethernet devices to communicate directly with PLCs, robot controllers, PCs and human machine interfaces (HMIs). However, there is still serial-based equipment such as sensors, readers, cameras, and vision systems that are not easily networked. Also, production processes may need to network multiple machine vision systems together to distribute images throughout the production line. Building an industrial automation device infrastructure will increase flexibility, scalability, and reliability in harsh environments, commonly found on the production line, to allow mixed-model processing within machine vision systems.
Industrial device networking solution products with network redundancy features allow manufacturers to perform not only 24/7 operation, but also excellent remote management of machine vision equipment. In addition, user-friendly network communication and management software can support high image data processing pertinent to machine vision applications.
Challenges
- Harsh environments
- Mixed measurement devices and communication interfaces
- Bandwidth for high-level image data processing
- Automatic pass/fail inspection
- Cabling restrictions
- Remote access, control, and monitoring
Application Requirements
- Harsh environment industrial grade networking devices
- Capability to connect legacy serial devices to TCP/IP network
- Low power voltage input support
- Fiber optics to prevent EMI
- Rugged wireless communication
- Reliable data routing with built-in network management software
- Self-healing redundant network support
- High MTBF and wide temperature range support
- Ease of use and rapid deployment
Material Handling - Robotic
Applications
Implementing material handling robots is one of the easiest ways to add automation on a factory floor. Automated robots allow for metrics to be collected efficiently and accurately from one location of a machine to another. Networking communication is required and wireless is a quick and easy way to set up for ever-changing technological environments.
Challenges
- Open network technology standard
- Mixed communication interface equipment
- Real-time data transmission
- Redundant network for 24/7 operation
- High MTBF network equipment
- Flexible network layout
Application Requirements
- High-density Ethernet switch that is DIN rail mounted and runs on 24 volts DC
- Wireless radio to work on 2.4 or 5 gHz frequencies
- Low-cost wireless radio to transmit information from the factory floor to an off-site database
- IP67 rated access point that is dust proof for the factory floor
Material Handling

Applications
It is critical for manufacturers to implement a proficient network, because most material handling systems, machines, and equipment come with mixed communication interfaces, stand-alone processes, and are not efficiently networked. For example, AS/RS systems rely on a networked front-end computer terminal for status reports, and it is difficult for a control room to monitor field device status if downtime occurs. A serial-to-Ethernet device server can be networked instantly with field legacy equipment to improve efficiency and real-time monitoring. Due to the scope of the material handling facility, PoE or IP-based video cameras can be networked for safety and real-time process monitoring. Network downtime is also a major concern for process data exchange. A redundant ring network provides fast network recovery if any unexpected link failure occurs.
Instead of a hardwired infrastructure, an industrial wireless solution for device networking can be considered to overcome the immense facility or cabling restrictions.
Challenges
- Temperature or humidity concerns
- Wide area coverage
- Cabling restrictions
- Mixed communication interface equipment
- Real-time data transmission among individual process sections
- EMI (Electromagnetic Interference) environment
- Redundant network for 24/7 operation
- High MTBF network equipment
Application Requirements
- Harsh environment industrial grade networking equipment
- Capability to connect legacy serial devices to TCP/IP network
- Rugged wireless communication
- Reliable data routing with built-in network management software
- Self-healing redundant network support
- Shock & vibration resilience
- High MTBF and wide temperature range support
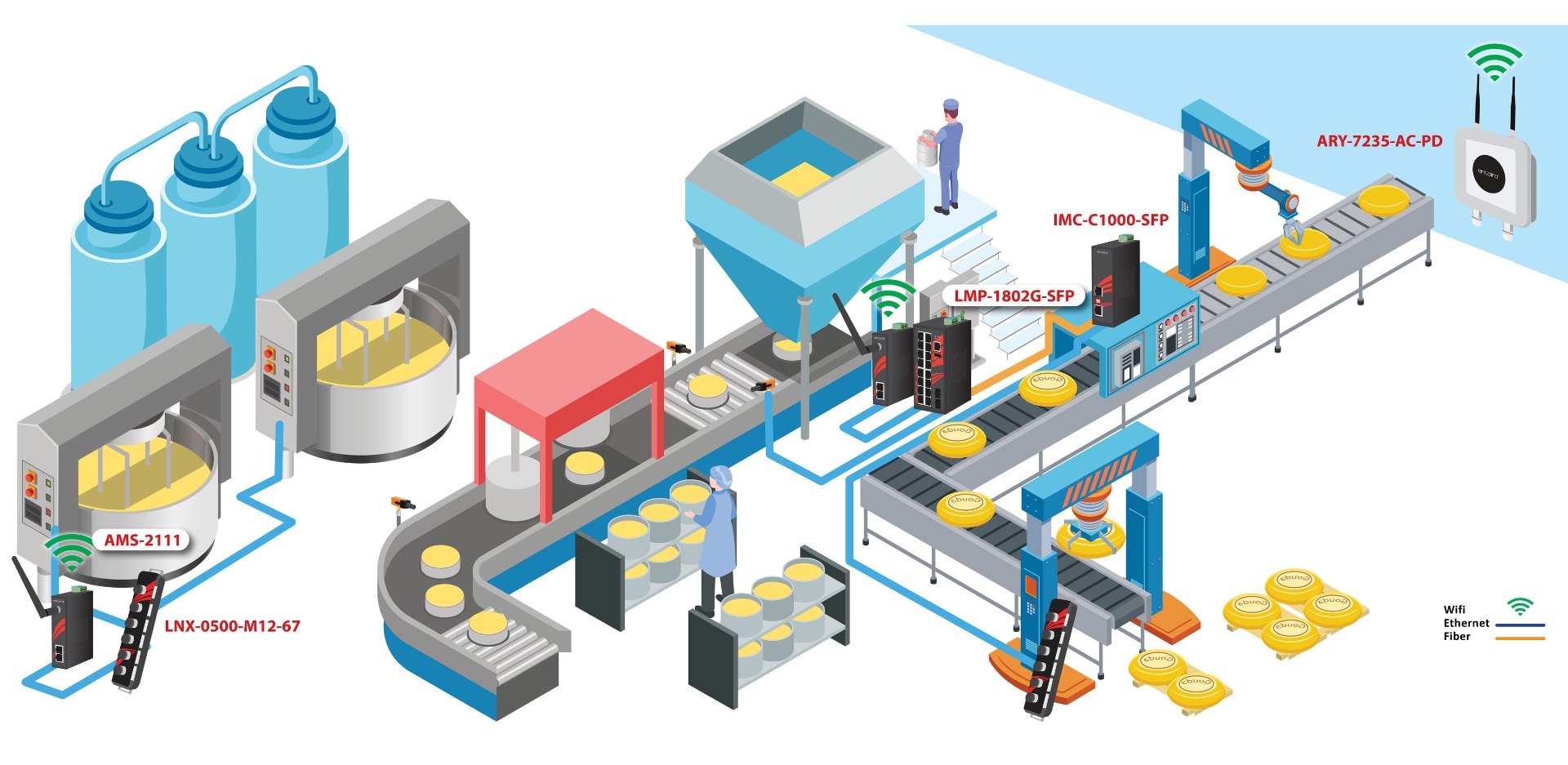
Process Automation
Applications
Each local process section in the pulp & paper industry is still integrated with a large amount of legacy serial-based equipment that is unequipped for an Ethernet network. In order to provide networking capability, an industrial serial device server can convert serial data into TCP/IP data to transmit through the Ethernet network.
Due to the influx of various measurement devices being incorporated into every process section, having a layer 2 industrial managed Ethernet switch can assure data routing within the local network. Built-in fiber optics can provide an efficient Ethernet infrastructure solution to cover large area distance concerns, prevent EMI, and provide network redundancy. In addition, some process areas can benefit from the latest high resolution PoE (Power-over-Ethernet) cameras. Industrial Gigabit managed Ethernet switches can have built-in PoE features and high bandwidth capabilities to perform real-time video streaming.
Challenges
- Extreme temperature and humidity concerns
- Restricted process control areas
- Real-time data transmission
- Unpredictable EMI (Electromagnetic Interference) environment
- High resolution PoE cameras for production monitoring
- Low power voltage requirements
- Extensive redundant network implementation
Application Requirements
- Harsh environment industrial-grade networking devices
- Capability to connect legacy serial devices to TCP/IP network
- High Ethernet port counts and bandwidth support
- Fiber optics to prevent EMI and distance limitations
- Reliable data routing with built-in network management software
- Self-healing redundant network support
- Shock & vibration resilience
- High MTBF and wide temperature range support
|
|
|